A Calibration Wafer Standard is a NIST traceable, PSL wafer standard with Size Certificate included, deposited with monodisperse polystyrene latex beads and narrow size peak between 50nm and 10 micron…
$0.00
A Calibration Wafer Standard is a NIST traceable, PSL wafer standard with Size Certificate included, deposited with monodisperse polystyrene latex beads and narrow size peak between 50nm and 10 microns to calibrate the size response curves of Tencor Surfscan 6220 and 6440, KLA-Tencor Surfscan SP1, SP2 and SP3 wafer inspection systems. A Calibration Wafer Standard is deposited as a FULL Deposition with a single particle size across the wafer; or deposited as a SPOT Deposition with 1 or more particle size standard peaks, precisely located around the wafer standard.
Calibration Wafer Standard and absolute calibration standards for Tencor Surfscan, Hitachi and KLA-Tencor tools
PSL Calibration Wafer Standard or Silica Contamination Wafer Standard
Applied Physics provides Calibration Wafer Standards using Particle Size Standards to calibrate the size accuracy of the KLA-Tencor Surfscan SP1, KLA-Tencor Surfscan SP2, KLA-Tencor Surfscan SP3, KLA-Tencor Surfscan SP5, KLA-Tencor Surscan SP5xp, Surfscan 6420, Surfscan 6220, Surfscan 6200, ADE, Hitachi and Topcon SSIS tools and wafer inspection systems. Our 2300 XP1 Particle Deposition System can deposit on 150mm, 200mm and 300mm wafers using PSL Spheres and SiO2 particles.
These PSL contamination wafer standards are used by Semiconductor Metrology Managers to calibrate the size response curves of Scanning Surface Inspection Systems (SSIS) manufactured by KLA-Tencor, Topcon, ADE and Hitachi. PSL Wafer Standards are also used to evaluate how uniform a Tencor Surfscan tool scans across the silicon or film deposited wafer.
A Calibration Wafer Standard is used to verify and control two specifications of an SSIS tool: size accuracy at specific particle sizes and uniformity of scan across the wafer during each scan. The Calibration wafer is most often provided as a full deposition at one particle size, typically between 50nm and 12 microns. By depositing across the wafer, i.e, a full deposition, the wafer inspection system keys in on the particle peak, and the operator can easily determine if the SSIS tool is in specification at this size. For example, if the wafer standard is 100nm, and the SSIS tool scans the peak at 95nm or 105nm, then the SSIS tool is out of calibration and can be calibrated using the 100nm PSL Wafer Standard. Scanning across the wafer standard also tells the technician how well the SSIS tool detects across the PSL Wafer Standard, looking for similarity of particle detection across the uniformly deposited wafer standard. The surface of the wafer standard is deposited with a specific PSL size, leaving no portion of the wafer not deposited with PSL Spheres. During the scan of the PSL Wafer Standard, the uniformity of scan across the wafer should indicate the SSIS tool is not overlooking certain areas of the wafer during the scan. Count accuracy on a Full Deposition wafer is subjective, since the Count Efficiency of two different SSIS tools (Deposition site and Customer site) are different, sometimes as much as 50 percent. Thus, the same Particle Wafer Standard deposited with a highly accurate size peak of 204nm at 2500 counts and counted by SSIS tool 1, may be scanned by SSIS 2 at customer site and the count of the same 204nm peak may be counted anywhere between 1500 count to 3000 count. This count difference between the two SSIS tools is due to the laser efficiency of each PMT (photo Multiplier Tube) operating in the two separate SSIS tools. Count accuracy between two different wafer inspection systems are normally different due to the laser power differences and laser beam intensity of the two wafer inspections systems.
Calibration Wafer Standard, Full Deposition, 5um – Calibration Wafer Standard, Spot Deposition, 100nm
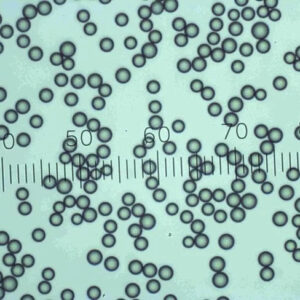
Calibration Wafer Standard, 5um, Full Deposition
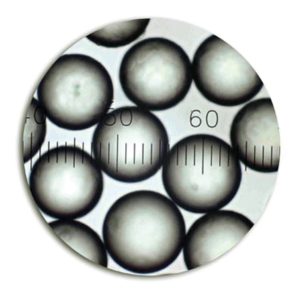
100nm PSL Wafer Standard, Spot Deposition
PSL Wafer Standards come in two types of depositions: Full Deposition and Spot Deposition shown above.
Either Polystyrene Latex Spheres (PSL Spheres) or Silica nanoparticles can be deposited.
PSL Wafer Standards with a Spot Deposition are used for size accuracy calibration of the SSIS.
PSL Calibration Wafer Standard – Request a Quote
Silica Contamination Wafer Standard – Request a Quote
A Calibration Wafer Standard with a Spot Deposition has the advantage in that the spot of PSL Spheres deposited on the wafer is clearly visible as a spot, and the remaining wafer surface around the spot deposition is left free of any PSL Spheres. The advantage is that over time, one can tell when the Calibration Wafer Standard is too dirty to use as a size reference standard. Spot Deposition forces all the desired PSL Spheres onto the wafer surface at a controlled spot location; thus very few PSL spheres and improved count accuracy is the result. Applied Physics uses a Model 2300XP1 using DMA (Differential Mobility Analyzer) technology to ensure the NIST traceable PSL size peak deposited is accurate and referenced to NSIT Size Standards. A CPC is used to control count accuracy. The DMA is designed to remove unwanted particles such as Doublets and Triplets from the particle stream. The DMA is also designed to remove unwanted particles on the left and right of the particle peak; thus ensuring a monodispersed particle peak deposited on the wafer surface. Depositing without DMA technology allows unwanted doublets, triplets and background particles to deposit on the wafer suraface, along with the desired particle size.
The Technology of Producing PSL Calibration Wafer Standards
PSL SpheresPSL Wafer Standards are generally produced in two manners: Direct Deposition and DMA Controlled Depositions.
Applied Physics is able to use both DMA Deposition control and Direct Deposition control. DMA control provides the most size accuracy below 150nm by providing very narrow size distributions with minimal Haze, doublets and triplets deposited in the background. Excellent count accuracy is also provided. PSL Direct Deposition provides good depositions from 150nm up to 5 microns.
Direct Deposition
The Direct Deposition method uses a monodisperse polystyrene latex sphere source or monodisperse silica nano-particle source, diluted to the appropriate concentration, mixed with a highly filtered airflow or dry nitrogen flow and uniformly deposited over a silicon wafer or blank photo mask as a full deposition or a spot deposition. The Direct Deposition is less expensive, but less accurate in size accuracy. It is best used for PSL Size depositions from 1 micron to 12 microns.
If several companies producing the same size of polystyrene latex spheres are compared, for example at 204nm, one may measure as much as a 3 percent difference in the peak size of the two PSL depositions from the companies. Manufacturing methods, measuring instruments and measuring techniques cause this delta. This means that when depositing polystyrene latex spheres as a “Direct Deposition” from a bottle source, the size deposited is not analyzed by a differnetial mobility analyzer, and the result will be whatever size variation, which is in the polystyrene latex sphere bottle source. The DMA has the capability to isolate a very specific size peak
Differential Mobility Analyzer, DMA Particle Deposition
The second and far more accurate method is DMA (Differential Mobility Analyzer) Deposition Control. DMA control allows key parameters such as air flow, air pressure and DMA Voltage to be controlled, either manually or thru an automated recipe control, over the PSL Spheres and silica particles to be deposited. The DMA is calibrated to NIST Standards at 60nm, 102nm, 269nm and 895nm. The PSL spheres and Silica particles are diluted with DI Water to the desired concentration, then atomized into an aerosol and mixed with Dry Air or Dry Nitrogen to evaporate the DI water surrounding each sphere or particle. The block diagram at right describes the process. The aerosol stream is then charge neutralized to remove double and triple charges off the particle airstream. The particle stream is then directed to the DMA using highly accurate airflow control using mass flow controllers; and voltage control using highly accurate power supplies. The DMA isolates a desired particle peak from the airstream, while also stripping away unwanted background particles on the left and right side of the desired size peak. The DMA provides a narrow, particle size peak at the precise size desired based on NIST size calibration; which is then directed to the wafer surface for deposition. The desired particle peak is typically 3 percent or less in distribution width, deposited uniformly across the wafer as a FULL Deposition, or deposited in a small round spot at any point around the wafer, called a SPOT Deposition. The particle count is simultaneously being monitored for count on the wafer surface. The DMA calibration using NIST Traceable Size Standards, ensures the size peak is highly accurate in size; and narrow to provide superb particle size calibration for a KLA-Tencor SP1 and KLA-Tencor SP2, SP3, SP5 or SP5xp wafer inspection system.
If 204nm PSL Spheres from two different manufacturers were used in a DMA controlled, Particle Deposition System, the DMA would isolate the same exact size peak from those two different PSL bottles, so that a precise 204nm would be deposited onto the wafer surface.
A DMA controlled, Particle Deposition System is able to provide much better count accuracy, as well as computer recipe control over the entire deposition. IN addition, a DMA based system can deposit Silica nano-particles from 50nm to 2 microns in silica particle diameter.
Only logged in customers who have purchased this product may leave a review.


Reviews
There are no reviews yet.