Sputter deposition is the backbone of modern semiconductor and coating industries, used to create everything from optical filters to conductive layers on touchscreens.
While DC sputtering of metals is relatively straightforward, reactive sputtering, adding a reactive gas like oxygen or nitrogen to form a compound,s introduces significant instability.
To maintain high deposition rates and stoichiometric precision, manufacturers must operate in the unstable transition region of the process.
This requires moving beyond fixed gas flow settings and implementing Closed Loop Process Control (CLPC).
The primary reason for implementing closed-loop control is the Hysteresis Effect. When a reactive gas is introduced to the chamber, the process does not behave linearly.
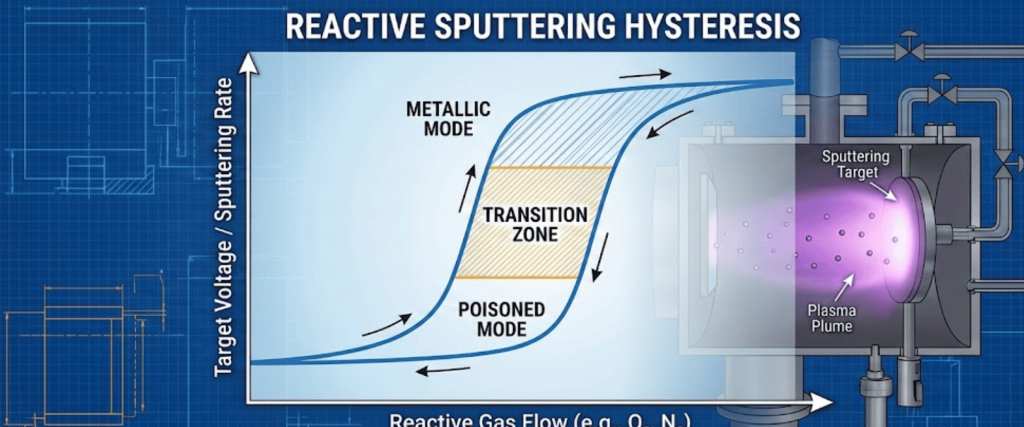
At low gas flows, the target remains metallic. Sputtering is fast, but the film on the substrate may not fully oxidize/nitride, leading to poor optical or electrical properties.
If the gas flow is too high, the reactive gas reacts with the target surface, forming an insulating compound layer. This poisons the target, causing the deposition rate to plummet and often leading to arcing.
The ideal operating point is often right between these two modes. However, due to the hysteresis curve, you cannot maintain this point with a constant gas flow (open-loop control); the system will naturally drift into either the metallic or poisoned state.
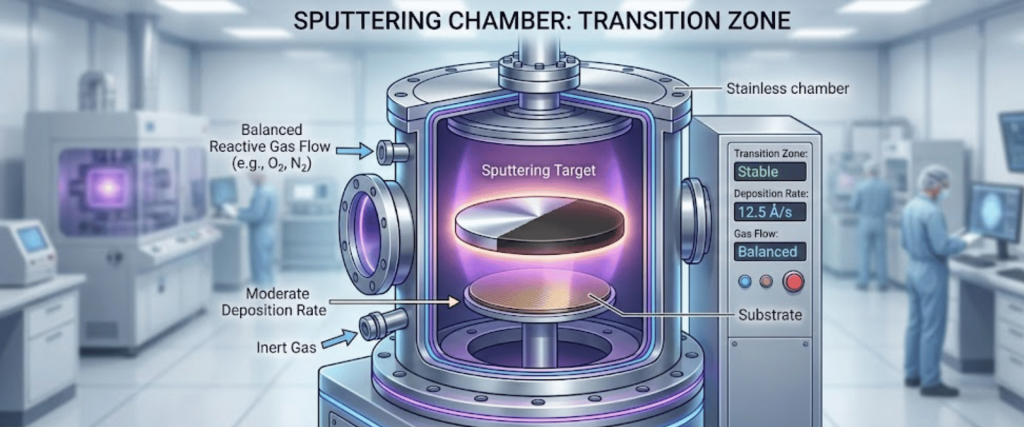
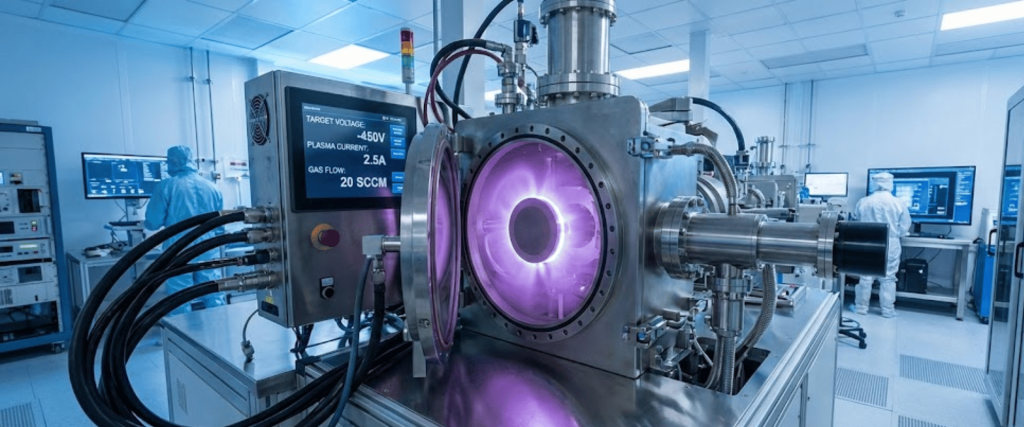
To stabilize the process in the transition zone, the system must actively adjust the reactive gas flow in real-time based on feedback from the plasma. There are two primary methods for achieving this.
PEM is the most common and generally the most responsive method for insulating films.

Before automating, you must map the system manually.
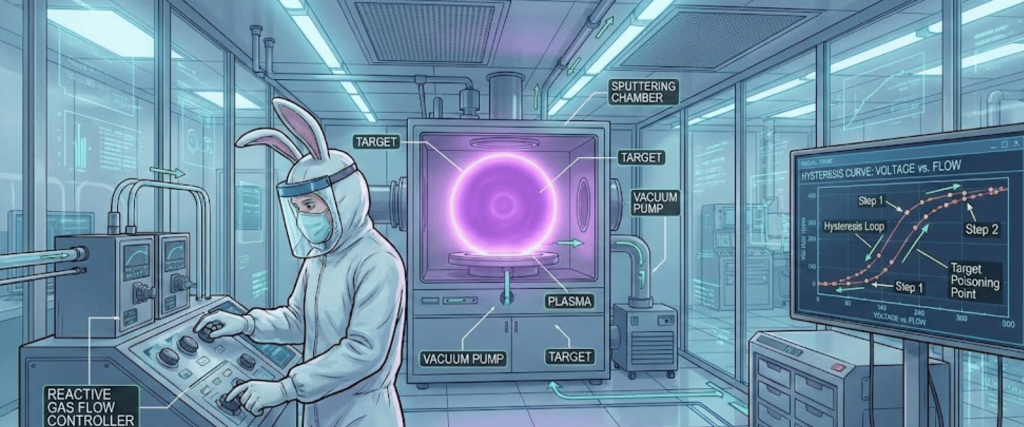
Run the process with fixed gas flows, increasing the reactive gas step-by-step until the target poisons, then decreasing it until it returns to metallic mode. Plot these points to visualize your specific hysteresis loop.

Tuning the Proportional-Integral-Derivative (PID) loop is critical.

Implementing a robust CLPC system offers immediate ROI for high-volume manufacturing.
Moving from open-loop to closed-loop process control is a necessary evolution for precision thin-film manufacturing.
While it requires an upfront investment in fast-response valves and sensing hardware (PEM or Voltage), the ability to stabilize the reactive sputtering process in the high-rate transition zone significantly reduces cycle times and improves film quality.
It stabilizes the transition zone, allowing for much higher deposition rates and more consistent film quality than manual gas control.
It causes the system to jump uncontrollably between metallic and poisoned modes, making it impossible to maintain a steady state without active feedback.
PEM uses optical sensors to monitor plasma light intensity, while Voltage control monitors the cathode’s electrical discharge to regulate gas flow.
Standard valves are too slow; Piezo valves react in milliseconds to prevent the process from drifting into the poisoned mode.